A4 (V2)
Raketenfertigung in Friedrichshafen
1942-45
Das Mittelteil des A4 (V2)
Das
Mittelteil dient zur Aufnahme und Befestigung der Treibstoff-Behälter. Die
Gerippekonstruktion übernimmt die Aufnahme der Schubkräfte. Gleichzeitig gibt
die Verschalung dem Geräterumpf die erforderliche aerodynamische Verkleidung.
Bei den
heutige Flüssigkeitsraketen bildet der Tank und der Rumpfkörper eine Einheit,
derartige Konstruktionen waren damals denkbar aber mangels Erfahrung und
passende Werkstoffe kaum zu realisieren. Mann knüpfte bei erprobten Techniken
aus dem Flugzeugbau an und verwendete die vor Jahren von Dornier weitgehend
entwickelten Schalenbauweise an.
Auszug aus
der Gerätebeschreibung von 1.2.1945:
131
Äußerer Aufbau
Das Mittelteil besteht aus zwei
Halbschalen die durch je zwei Trennholme mit Sechskantschrauben
verbunden sind. Am oberen und unteren
Ende der Mittelteilverschalung befinde sich ein Trennspant zur Befestigung der
Geräteraumspitze und des Hecks. Aus Gründen der Flugfestigkeit ist der obere
Teil des Mittelteils durch Überlage einer zweiten Blechhaut verstärkt. Diese
Blechhaut ist zwischen dem unteren Trennspant des Geräteraumes und dem oberen
Trennspant des Mittelteils befestigt. Die Hauptelemente der Halbschalen sind :
a) Die Beplankung .Es sind Bänder (Bahnen) aus
Stahlblech, die im Bereich der Holme überlappt und miteinander
punktgeschweißt sind.
b)
Das Gerippe (Abb.
11). Jede Halbschale besteht aus einer vorderen und hinteren Trennspanthälfte
und den bei stehendem Mittelteil horizontallaufenden Spantsegmenten sowie den
vertikallaufenden Holmen und Stringern. Die Trennspanthälften sind
halbringförmige Winkelprofile. Sie sind an der
Haut durch Punktschweißung befestigt. Sie
besitzen Bohrungen, oben zur Befestigung
des Geräteraumes, unten zur Befestigung
des Gerüstrings und des Hecks .
Die Holme sind der Länge nach durchlaufende
Profile, die der Längsversteifung des Gerippes dienen. Sie sind an den
Trennspanten und an der Haut durch Punktschweißung befestigt, darüber hinaus
zur besseren Versteifung der Trennspanten an diesen mit aufgepunkteten
(punktgeschweißten) Winkelstücken befestigt. Die Stringer sind ebenfalls der
Länge nach durchlaufende Profile, jedoch schmaler und Halbkreisförmig (während
die Holme einen U-förmigen Querschnitt besitzen),die wie die Holme an der Haut
, durch Punktschweißung befestigt sind. Die Trennholme bilden den Abschluss der
linken und rechten Seite jeder Schale und sind an der Haut durch
Punktschweißung, an den Spantsegmenten durch Nieten befestigt. Mit den
Trennspanten sind sie durch ein besonderes Gussstück, das mit dem Trennspant
sowie dem Trennholm vernietet ist, verbunden. Die Spantsegmente laufen rechtwinklig zu den Holmen und Stringern und
dienen der Querversteifung des Gerippes. Im Bereich der Stringer sind sie
ausgeschnitten und über diese hinweggeführt. Mit den Holmen sind sie durch
Knotenbleche und untereinander durch Brücken punktgeschweißt verbunden, so das
sie einen festen Ring bilden. Die Entlüftungsklappen. Es sind in einer
Schalenhälfte zwei Entlüftungsklappen vorgesehen, um einen Druckausgleich gegen
den Außendruck während des Fluges zu erzielen. Diesen gegenüber sind in der
anderen Schalenhälfte zwei Ladeklappen angebracht.
c) Die
Spaltverkleidung. Sie deckt den Zwischenraum zwischen den Trennholmen ab. Sie
bestehen aus einer 110 mm breiten Metallbahn, die über den Spalt gelegt und
verschraubt wird.
Das Mittelteil
hat eine Länge von 6176 mm, einen vorderen Durchmesser von 1384,6 mm und einen
hinteren Durchmesser von 1650 mm.
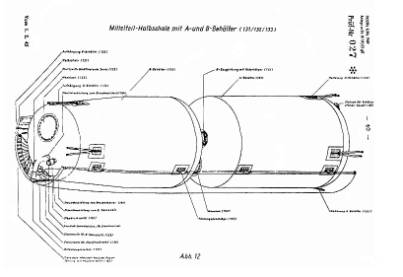
Abb. 20.
Bei der Fa. Zeppelin wurde
ca. 50 % , ca. 2800 A4 (V2)
Mittelteile, verteilt auf diverse Fertigungsauslagerungsorten gefertigt und an
das Mittelwerk bei Nordhausen geliefert.

Abb. 21. Mittelteil eines A4 ( V2 ) die zur
Restaurierung vorbereitet wird.
( Informationen über das A4, Geschichte, Restaurierungsprojekte, u.s.w weltweit, erhält man hier : www.v2rocket.com )

Abb. 22. Halbschale eines A4 (V2) während einer Restauration ( Bild :
V2Rocket.com)
Nach dem Ende des zweiten
Weltkrieges waren an vielen Orten des Deutschen Reiches und den besetzten
Gebieten kleinere und größere Zulieferbetriebe für die Fertigung . In den
Einsatzgebieten fanden sich Lager an denen komplette A4 Raketen gelagert
wurden. Viele der abgeschossenen Raketen hinterließen nach ihrem Einschlag
kleine, aber auch größere Trümmerstücke. Heute ist es keine Seltenheit mehr,
Brennkammern als Mahnmale zu finden . Dort wo man nach dem Krieg solche Teile
vorfand, wurden sie oft einem neuen Zweck zugeführt. Aus den Mittelteilen
wurden Silos und die Tanks fanden eine Verwendung als Milch oder Wassertanks.
Seit einigen Jahren wird auch
gezielt nach Resten von A4 Raketen in den Bereichen der Fertigungsverlagerung
und den Abschussplätzen gesucht.
In den neunziger Jahren wurden in
Saulgau etliche Halbschalen gefunden, in Österreich ganze Lager mit unzähligen
Tanks die leider größtenteils verschrottet wurden.
Seit der Auflösung der DDR und dem
Ende des kalten Krieges wurde es möglich
Im Einzugsbereich der untertage
Verlagerung des Kohnsteins tauchen heute noch Teile auf, die nach dem Krieg
oder während der DDR zeit , insbesondere kurz nach der Auflösung der DDR aus
dem Kohnstein entnommen wurden bevor dieser verschlossen wurde.



Mittelteil- Spanten, Auflagebock
im Mittelwerk. Die Bilder entstanden in den 90er Jahren.


Habschale im Mittelwerk
Sehr fiele sich in Umlauf
befindenden Teile stammen auch aus Peenemünde. Der Markt mit dem Handel von A4
Raketenteile ist inzwischen so groß, dass man durchaus jeden Monat eine
vierstelligen Betrag allein beim größten Online Auktionshaus in Deutschland
ausgeben könnte. Das größte dokumentierte Teil das bei ebay versteigert wurde,
war der untere Teil einer A4 Brennkammer die aus der Ostsee geborgen wurde.
Insgesamt konnte ich biss heute so viele Fundstücke dokumentieren , das sich
damit weitgehend ein Komplettes A4 zusammen bauen ließe !


Abb. 23a.
Einzelner Rumpf-Spant und Stringerfragment Abb. 23b
Teil eines Trennspant einer Halbschale
( Sammlung : V2Werk-Oberraderach.de )

Viele Peenemünder kennen ihre
Umgebung besser als man es vermuten könnte. Hat man das Glück einen zu kennen,
wird man bei Gelegenheit auch zu den Orten geführt an denen nach dem Krieg
unzählige Raketen mit Schweißbrenner zerschnitten wurden und die
zwischenzeitlich zu kleinen rostigen Fragmente zerfallenen Reste heute noch den Boden der Kiefernwälder
bedecken. Ab und zu findet man auch noch größere Teile wie dieses im Jahr 2008
entstandene Foto zeigt.
Dieses ca. 1 qm großes Teil einer
Halbschale wurde zwischenzeitlich von dort entwendet und dürfte sich in einer
Privaten Sammlung befinden .

Abb. 24.
A-
und B- Stoff Behälter ( Treibstofftanks ) wie sie im A4
angeordnet sind . Es handelt sich dabei um Fundstücke aus Österreich (Bild :
Ausstellung, Tirospace, Tirol)
Entwicklung und Bau
der Treibstoffbehälter
Am
21.3.1940 brannte auf dem Prüfstand 1 für rund 60 Sekunden der erste 25 t Ofen
für das A4, damit war die Voraussetzung für den Bau einer Ersten Rakete gegeben
! Nun begann man ernsthaft aus den bisherigen Erfahrungen die man mit Flüssigen
Sauerstoff machen konnte, eine Treibstoffbehälter zu entwickeln . Das es mit
der Anfertigung eines Einfachen Tankes aus Aluminium nicht getan ist erwies
sich spätestens mit der Umstellung des Prototyps auf eine erste Serien-Rakete.
Bereits aus den Anfängen der Raketenentwicklung wusste man das der Einsatz
Flüssigen Sauerstoffs besondere Anforderungen an des Material stellt, so ist
zum einen die Oxidationseigenschaft reinem Sauerstoff ähnlich aggressiv wie
Säure und zum andern ändern die niedrigen Temperaturen von – 183 °C die
Mechanischen Eigenschaften der eingesetzten Materialien erheblich ! Da damals
nur Aluminium den Gewichtsanforderungen, Physikalischen Ansprüchen genügte
plante man für das erste den Einsatz dieses Materials, später wollte man auf
Dünnwandigen Edelstahl oder Kunststoff umsteigen. Die ersten 10 Versuchsmuster
des A4 wurden noch zum größten Teil im Entwicklungswerk in Peenemünde
gefertigt, und waren um einiges schwerer als die Versuchsmuster der Null-Serie
. Nicht nur das der Aufbau im innern der Rakete sehr improvisiert war, auch die
Tanks waren sehr robust aus dickem material gefertigt. Ab dem Versuchsmuster V
11 ( Null-Serie) sollten gewichtsreduzierte Tanks zum Einsatz kommen.
Allerdings stieß man dabei auf einige Probleme so das man erst die Tanks Umkonstruieren
musste , bevor man dise in die Raketen einbauen konnte.
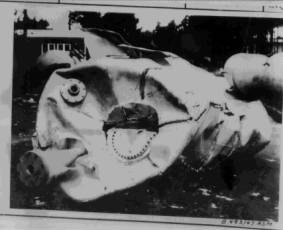


Zerstörter
Treibstofftank nach einem Fehlstart , Peenemünde 1943 / Tankfertigung die Zeppelin
1942-43 ( Druckbank , Schweißerei )
Auszug aus der
Arbeitsgruppenbesprechung der
Arbeitsgruppe III Triebwerk vom 28.07.1942. :
Treibstoffbehälter.
a) Entwicklungsstand :
Bei den bisherigen Geräten sind nur starkwandige Treibstoffbehälter
zur Verwendung gekommen. Bei den dünnwandigen Treibstoffbehältern, die aus Gewichtserleichterungsgründen
erforderlich sind, sind neuerdings durch Ausreißen der Befestigungshalterung
nochmals größere Pannen vorgekommen, so dass statische Durchrechnungen und Um
Konstruktion erforderlich ist.
b) Nullserie :
An Aufträgen sind erteilt :
Fa. Luftschiffbau Zeppelin: 150 Satz Br- und
O²-Behälter.
Auftrags-Nr. für Br-Behälter:
Wa Prüf 11 Va 048-599/41 vom 7.1.42
Wa Prüf 11 Va 330-0009/42 vom 26.2.42
Auftrags-Nr. für O²- Behälter:
Wa Prüf 11 Va 042-5098/41 vom 7.1.42
Wa Prüf 11 Va 330-0010/42 vom 26.5.42
Fa.Kock, Lübeck: 10 Satz als Probebehälter.
Auftrags- Nr.048-5145/41 vom 13.3.42.
Vorgesehen:
Aufstockung bei Fa.Kock: 160 Satz
`` LZ
300 Satz.
Material ist für 400 Behälter bestellt und teilweise
geliefert.
Material für weitere 250 Behälter wird laufend
aufgegeben.
Aufträge sind derzeit gestoppt, bis Neukonstruktion
und Erprobung vorliegt. Wieweit die derzeitige Konstruktionsänderung eine
Verzögerung der Nullserienausbringung der Baureihe A bringt, ist noch nicht zu
übersehen. Vorrichtungen und Werkzeuge bei den Firmen befinden sich in Arbeit.
Anhand erhaltener Tanks und Tank-Teile ist heute noch
nachzuvollziehen wie man versuchte die Halterungen aufzuschweißen, dann erst
auf ein verstärkungsbleich zu nieten das wiederum Punktgeschweißt am Tank
befestigt wurde, bis letztlich Halterung und Verstärkungsblech gänzlich auf den
Tank genietet wurde. Versuche die Tanks in alternativen Materialien zu fertigen
Scheiterden. Ledentlich am Ende des Krieges wurden bei zwei Versuchsstarts des
A4b noch Alkoholtanks aus Mipolam getestet. Was letztlich an Tanks zum Einsatz
kam wird hier in einem Auszug der Gerätebeschreibung vom 1.2.1945
dargestellt.
Auszug
aus der Gerätebeschreibung von 1.2.1945:
132 Der B-Behälter
Der
B-Behälter dient zur Aufnahme des B-Stoffes. Er befindet sich in der oberen
Hälfte des Mittelteiles und ist durch seine schwach konische Form von dem etwa
gleich großen A-Behälter leicht zu unterscheiden Sein Rauminhalt beträgt 4,6
m³. Es können insgesamt 3800 kg B-Stoff getankt werden. Der höchste
Betriebsdruck des Behälters bei Berücksichtigung der Zusatzbelüftung beträgt
ca. 1,2 atü Der Werkstoff ist eine Legierung von Aluminium und Magnesium
(Al-Mg) und trägt die Bezeichnung Al-Mg 35. Die Bestandteile des Behälters
sind:
a) Behälterschuss
b) oberer Behälterboden
c) unterer Behälterboden.
a)
Der Behälterschuss (der konische bzw. zylindrische Teil des Behälters)
besteht aus Mantelblech von 1,2 ,mm Stärke mit vier eingesetzten Z-Profilringen
die zur Versteifung des Mantels dienen. Am oberen Teil des Behälters sitzen
vier Aufhängebeschläge zur Lastaufnahme sowie oben und unten je zwei Führungs-
Beschläge zur Führung des Behälters im Mittelteil.



Abb. 25a/ 25b/ 26. Links: Halterung vom
Trennspant zum Aufhängebeschlag des Tank,
Bild in der Mitte , rechts : Führungsbeschlag
( Sammlung : V2Werk-Oberraderach.de )
b) Der obere Boden ist aus einem Stück gepresster
Korbboden von 1,2 mm Wandstärke. In den oberen Boden sind eingeschweißt.
1. Das Mannloch zum Reinigen des Behälters und
zum Einbau des B-Vorventils Es wird
mittels des Mannlochdeckels verschraub.
2. Der Stutzen für den Staudruckanschluss zum
Einfuhren der Staudruckluft in den Behälter.
3. Der Stutzen für den Füllungsbegrenzter. Durch
Schwimmer der Kontakte betätigt, wird das Erreichen der vorgeschriebenen
Tankmenge angezeigt.
4. Der Betankungsanschluss. Der Behälter wird
von oben her getankt. Am Betankungsrohr sitzt die Steuerventilanordnung, die
mit Hilfe des Steuerdruckes das öffnen des Stau- und B-Vorventils steuert.
5. Der Messstutzen NW 4 zum eventuellen
Einsetzen von Messgeräten.
c) Der untere Boden ist ebenfalls ein aus einem
Stück gepresster Korbboden,
jedoch mit 2 mm Wandstärke. Er
enthält:
1. Einen Stutzen für das B-Vorventil.
2. Einen Entleerungsstutzen zum Enttanken des B-Stoffes.
3. Einen Messstutzen NW 4
133 Der A-Behälter
Der A-Behälter dient zur Aufnahme des A-Stoffes. Er befindet sich
direkt unterhalb des B-Behälters und besitzt einen zylindrischen Behälterschuss
mit korbbodenförmig gepresstem oberen und unteren Boden. Er besteht ebenfalls
aus Al-Mg 35, hat aber eine in allen seinen Teilen gleiche Wandstärke von 2 mm.
Sein Rauminhalt beträgt 4,61 m³. Bis zum Überlauf können 4,3 m³= 4900 kg
A-Stoff getankt werden Die darüber
hinaus getankte Flüssigkeitsmenge fließt durch das Belüftungsrohr über den
Entlüfter ab. Der höchste Betriebsdruck
des Behälters beträgt 2,3 atü, der Probedruck am Boden des Behälters 2,6 atü.
a) Der Behälterschuss besteht aus 2 mm starkem Mantelblech mit sechs Z-
Profilringen versteift, vier Abstützbeschlägen und vier Führungsbeschlägen
b) Der obere Boden (2 mm Wandstärke) enthält:
1. Das Mannloch.
2. Den Stutzen für den
Füllungsbegrenzter. der das Ereichen einer bestimmter Füllungshöhe durch einen elektrischen Kontakt anzeigt.
3. Den Messstutzen NW 4.
c) Der untere Boden (2 mm Wandstärke) enthält:
1. Den Entnahmestutzen mit dem
Betankungs- und Nachtankanschluss. A-Behälter wird von unten getankt.
2. Den Stutzen für die
Behälterstandsonde. die den zeitlichen Verlauf des Behälterstandes für die
Verbrauchsrechnung bestimmt.
3. Den Stutzen für den Restmelder
.
4. Stutzen für Messanschluss NW
4.
5. Stutzen für
Belüftungsrohr.
d) Das Ankerrohr ist ein mit dem oberen und unteren Boden verschweißtes
Rohr, das durch den A-Behälter durchläuft und der Aufnahme der
Brennstoffleitung aus B- Behälter dient. Da diese selbst mit einer Isolierung
versehen ist, wird der B-Stoff bei seiner Durchführung durch den A-Behälter
hinreichend gegen den A-Stoff geschützt.
e)
Das Belüftungsrohr dient der Zufuhr von Stickstoff oder (während des
Fluges s.206) von gasförmigem A- Stoff in den A- Behälter, um ihn unter
Vordruck zu setzen. Dieser Vordruck soll eine zu starke Vergasung des A-Stoffes
in den Zuleitungen zur Pumpe und im Behälter verhindern. Das Belüftungsrohr
besitzt einen Anschluss für die P-Stoffzufuhr, einen Anschluss für die Zufuhr
von warmem A-Stoffgas (vom Wärmetauscher) sowie einen Anschluss für den
A-Entlüfter.
Herstellung
der A4 Treibstofftanks
Sauerstoff und Alkoholtank waren röhrenförmige
Behälter, die aus zwei b.z.w. drei Bahnen Aluminiumblech die konisch oder Zylindrisch zusammengeschweißt
wurden und durch gewölbte Deckel ( Böden ) abgeschlossen waren. Die Herstellung
der Tankböden wurde durch ein bereist sehr altes Verfahren durchgeführt, hierzu
wird auf einer Maschine die starke Ähnlichkeit mit einer Drehbank hat, an
Stelle des Backenfutters in dem das zu bearbeitende Werkstück eingespannt wird,
eine Schablone angebracht . Diese Schablone ist das Negativ des Teiles das
gefertigt werden sollte. Diese Schablone wird bei Einzelanfertigungen aus Buche
auf einer ( Dreh ) Drechselbank hergestellt, bei größeren
Serien verwendet man aber Schablonen aus Stahl. An Stelle des Reitstocks bei
einer Drehbank, befindet sich an einer „Druckbank“ eine Pressvorrichtung mit
deren der Rohling, eine Blechscheiben (Ronden) zentriert auf die Schablone
gepresst ( fixiert ) wird . Die Umformung des Rohlings erfolgt nun so, das an
Stelle des Längs- und Quersupport in dem bei einer Drehbank ein Werkzeug zur
Spanabhebung angebracht ist, eine Rolle befindet die gegen des sich in Rotation
befindliche Blech des Rohlings geführt wird und das Blech dabei auf die
Schablone drückt. Auf diese weise wird das Blech des Rohlings über die
Schablone gezogen, so das dieser die Form der Schablone annimmt .
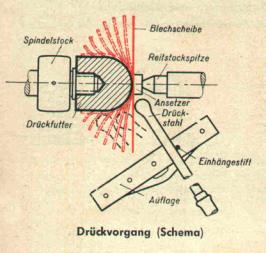
Abb. 27. ( Entnommen aus :
Fachkunde für metallverarbeitende Berufe , Verlag Willing & Co,
Wuppertal-Barmen 1949 )
Bei Bleche wie die, die bei der A4
Tankbodenherstellung verwendeten wurden, die aus einer Al Mg 35 Legierung
bestehenden bedarf es meist mehrerer Arbeitsgänge und Schablonen. Radien die im
Querschnitt 24 cm erreichen, können durch die starke Umformung zu einer hohen
Verhärtung des Werkstoffes führen was dann Rissbildung zur Folge hat ! Solche
Teile müssen nach einem Arbeitsgang in einem Ofen geglüht werden bevor sie
weiter umgeformt werden konnten! Die Böden der A4 Tanks erreichten erst nach
viermaligen glühen und Umformens die endgültige Form. Bei der Firma Zeppelin
hatte man bereits einige Erfahrung in der Umformung von Aluminiumlegierungen
durch die Herstellung sehr leichter Treibstoff und Gastanks für die Zeppeline.
Hersteller und Zulieferer der Treibstofftanks
Anfangs noch hatte die Fa. Zeppelin alleine die
Aufträge für die Tankfertigung , mit zunehmenden Bedarf wurde dann nach
weiteren Nachbaufirmen der Tanks und den Einzelteilen gesucht. In wieweit die
oben genannte Fa. Kock dann Größere Stückzahlen fertigte ist bisher nicht
bekannt. Sicher ist das durch die Kriegsentwicklung die Fertigung der Tanks
breit über das gesamte Reichsgebiet verteilt wurde. Die Fa. Zeppelin blieb
Leitfirma für die z.B. in Saulgau bei der Fa. Bautz oder der "Austria"-
Vereinigte Emalierwerke, Lampen und Metallwarenfabrik AG Wien gefertigten Tanks. Am Ende des Krieges
ist die Zulieferer- Struktur so unübersichtlich geworden das man bis heute noch
Tanks in den abgelegensten Orten finden kann. In den meisten fällen wurden für
die Herstellung der Tanks, Zwangsarbeiter herangezogen, wie z.B. in Saulgau
oder dem Lieferanten für Führungsbeschläge die Rheinmetall- Borsig AG (bwo) in Düsseldorf . In dem
dazugehörendem Leichtmetall-Presswerkes auf dem ehemaligen Gelände der früheren
Lokomotivenfabrik "Hohenzollern" wurden derartige Teile von
KZ-Zwangsarbeiter des SS- Arbeitskommando "Berta" gefertigt. Das
Arbeitskommando unterstand der direkten Leitung des KZ Buchenwald. Am Ende des
Krieges waren soviel Tanks gefertigt, das sie in Unmengen in den Stollen
des Kohnsteins ( in Harz) und auf dem
Freigelände davor zu finden waren .
< Zurück
Startseite
©2001
Thomas Kliebenschedel